

TRAJAN (Marcus Ulpius Traianus), Roman emperor (98-117 CE), born probably in 53 CE, and died in early August 117. During his reign, the Imperium Romanum stretched to its widest extent, but only for a short period (see map, FIGURE 1). This entry focuses on the emperor’s Parthian campaigns (concerning the terminology, cf. Rosenberger pp. 94-95), the official cause of which was the ousting of the Armenian king Axidares without the approval of Rome and the investiture of Parthamasiris, a son of the Parthian king Pakoros, by Osroes I.
{kind=link}
The sources are inadequate. The main source is the abridged version by Xiphilinus of the 68th book of the Roman History by Cassius Dio (Cass. Dio 68. 17-33). Apart from that, there are several fragments that also go back to Dio (collected in the LCL, Vol. VIII of Dio Cass. [Books 61-70], tr. Earnest Cary and Herbert B. Foster; for a list of standard classical abbreviations used in this article, see the bibliography at the end ),besides the Parthica by his contemporary Arrian which is preserved in a few fragments, as well as the accounts by fourth century authors such as Eutropius and Festus whose statements are controversial, and some inscriptions and coins, (see RIC and BMC).
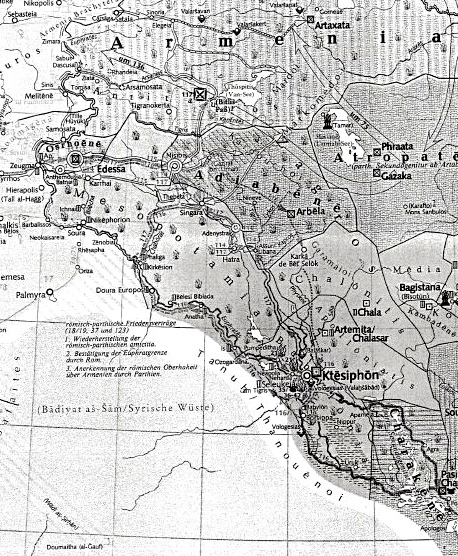
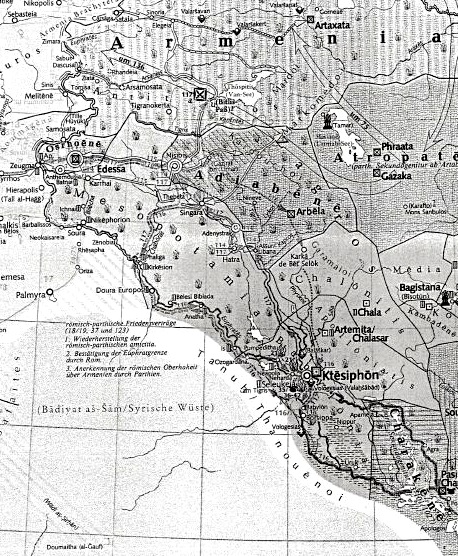
The account here follows the reconstruction by C. S. Lightfoot, who has provided a judicious account of the sources. Trajan set off from Rome in the autumn of 113. In Athens he met with the envoys of the Parthian ruler Osroes with a plea for peace and for the recognition of Parthamasiris as the rightful king of Armenia, which Trajan, however, rejected (Excerpta Ursiniana de legationibus exterarum gentium ad Romanos; Cass. Dio 68. 17. 2). In the spring of 114, he traveled from Antioch (presence testified on the 7th Jan. 114) by way of Arsamosata to Satala and Elegeia (Cass. Dio 68. 19. 2-3), where he deposed Parthamasiris, who was later murdered in somewhat murky circumstances (Cass. Dio 68. 19. 2-20. 3). Trajan probably left Armenia in late July and reached Nisibis in September. The latter–as later also Batnae–was occupied in the year 114 (Lightfoot pp. 117-18). In the year 115, the area east of Nisibis was conquered as far as the Tigris, as were also the cities Singara (by Lusius Quietus) and Adenystrae (cf. Cass. Dio 68. 22. 3; on the location cf. Lightfoot, p. 118, n. 20). The advance into Adiabene (cf. fig. 2, sketch of Adiabene in Lightfoot, p. 119) must also have occurred in 115; the extent of the advance is however unknown Osroes (Lightfoot pp. 119-20). The concrete causes for the imperial acclamations of the year 115 have not yet been elucidated. The announcement of the military successes of the year 115 in Rome probably provided the grounds for bestowing the emperor with the title “Parthicus”on the 20th (or 21st) February 116; as immediately visible in the coinage.
After spending the winter in Antioch, where on the 13th December 115 he nearly perished in an earthquake, Trajan set out in the spring of 116, moving southwards along the Tigris. The dating is, however, based on the doubtful testimony of Malalas, which is rejected by Birley (p. 71), who thus provides a different chronology. Trajan succeeded in capturing the Parthian capital Ctesiphon, a feat which none of his predecessors had accomplished (a daughter of and the royal throne became the booty of the Romans). He thus asserted his right to bear the title Parthicus, as confirmed by Cassius Dio (68. 28. 2.) Coins were issued celebrating this triumph with the legend “PARTHIA CAPTA” (RIC, II, p. 267, Nos. 324-25 with plate IX 149; BMC III, pp. 118-19, Nos. 603-606, with plate 20, 6-7).
Trajan sailed down the Tigris into the kingdom of the Characene ruler (see CHARACENE and CHARAX) Attambelos VII, and was thus the first and only emperor to reach the coast of the Persian Gulf, “directly near the ocean” (as described in Cass. Dio 68. 29. 1). Characene was apparently obliged to pay tribute to Rome (Cass. Dio 68. 28. 4). But these military victories were short lived: Already while in Babylon during his return trip, Trajan learnt about revolts breaking out in the newly conquered areas of Armenia and Mesopotamia, which he tried to put down (capture of Nisibis, burning down Edessa and Seleucia (Cass. Dio 68. 30. 2; on the fate of the Edessan king and further events in Edessa cf. Ross, pp. 34-36). Since Trajan also feared a revolt by the Parthians, he gave them Parthamaspates, a son of Osroes, as king (Cass. Dio 68. 30. 3; cf. PIR2, p. 132). This was reflected on the coins with the legend Rex Parthis datus (RIC II, p. 291, Nos. 667-68; fig. 19 in Speidel; BMC III, p. 223, Nos. 1045-49). The majority of scholars do not believe (pace Barnes) that the Jewish rebellion was connected with the resistance in the newly conquered areas. Trajan then turned northwards, but had to give up the siege of Hatra despite great stakes (Cass. Dio 68. 31-32. 1). Trajan probably planned a further campaign for 117, but was forced to return due to a sickness, from which he died on the 7th (or 8th) of August 117 in Selinous (later re-named Traianopolis, the modern Gazipasha in Turkey). The Parthians rejected Parthamaspates, who had been forced upon them as king, and Osroes was able to resume the reign (Cass. Dio 68. 33. 2). After his accession to the throne, Hadrian, the successor of Trajan, renounced all acquisitions east of the Euphrates insofar as they were still in Roman hands, even though an indirect influence had always been considered as desirable. Parthamaspates was installed as king in Edessa. The duration of his reign is differently indicated in the sources (cf. Luther, pp. 191-92).
The re-organization of the East in the years 114 to 117 still remains controversial in certain points. Armenia (see ARMENIA AND IRAN) was turned into a Roman province and was jointly administered with Cappadocia (under L. Catilius Severus: CIL X, 8291 = ILS, 1041). Its establishment as a Roman province is proved by inscriptions and coins, as is the inclusion of Mesopotamia into the Roman system of provinces (cf. RIC II, p. 289, No. 642 with pl. XI p. 191; BMC III, pp. 221-22, Nos. 1033-40: ARMENIA ET MESOPOTAMIA IN POTESTATEM P. R. REDACTAE S. C.). An important evidence is the milestone found near Singara from the year 116, published by René Cagnat (AE, 1927, p. 161; further details in Lightfoot p. 123 and Millar p. 101). E. A. Lepper has reasonably surmised that the province of Mesopotamia had approximately the same borders as the province later established by Septimus Severus, that it ran at the Habur and along the Jebel Sinjar towards the Tigris, and was thus restricted to northern Mesopotamia (pace Becker and Schallmayer, p. 48 with fig. 29). Authors of the 4th century (Eutropius, Brev. 8. 3. 2; 8. 6. 2 and Festus, Brev. 14. 3; 20. 3) mention Assyria as the third province, and assume its location to be east of the Tigris and usually identified with Adiabene. André Maricq, however, convincingly equates it with the Āsurestān of the 3rd century Šāpur inscription (so does Lightfoot, pp. 121-23); but Lightfoot has been right in contesting the creation of a province of Assyria, because there is no numismatic evidence for it (parallel to the above coin inscription; Lightfoot pp. 123-24, agreement by Millar, p. 101, disagreement by Birley, p. 73).
While Arrian (Parthica, Fr. 33) had maintained, wrongly it appears, that the emperor had wanted to avoid any conflicts with the Parthians, Cassius Dio denied the official cause of the war. This was probably related to his experiences of the Parthian wars of his times, and to his belief that the true reason for the war lay in the emperor’s thirst for glory (Dio Cass. 68. 17. 1). This has been much debated by scholars, as has also the relationship between the aims and the actions of the emperor (cf. Halfmann, pp. 581-82). It may also be that these aims had meanwhile changed or had broadened (cf. the observations of Griffin, pp. 125-28). For a Parthian campaign already planned years before (thus e. g. Bennett p. 190: since 111) there are no clues, and any connections with setting up the province of Arabia in the year 106 (as suggested by Ball p. 16) are to be rejected (as rightly stated by Speidel, p. 37). In the literature of the past decades, the classic observations were those of Julien Guey, according to whom the emperor was concerned with economic problems (cf. at present also Schuol p. 346), as well as E. A. Lepper, according to whom the emperor was trying to create an easily defendable border to face the Parthian empire. What might be considered with skepticism is the idea that Trajan was trying to follow in the footsteps of Alexander the Great. About the part played by the struggles for the throne in the Parthian empire during Trajan’s campaign, various assumptions have been made (cf. Schuol p. 345). As an example of the unbroken force of Roman imperialism, Trajan’s campaign can certainly be considered as conclusive evidence (cf. Millar, p. 102), and among the authors of the 4th century, Trajan’s expansionist policy with regard to the Parthian Empire was praised in view of the outcome of Julian’s campaign of 363 (cf. Lightfoot, pp. 124-25).
Bibliography
Abbreviations: AE: L’Année Épigraphique, published in Revue Archéologique and separately (1888- ) BMC: British Museum Catalogue. Brev.: Brevarium ab urbe condita. CIL: Corpus Inscriptionum Latinarum (1863–) ILS: H. Dessau, Inscriptiones Latinae Selectae (1892-1916).
LCL: Loeb Classical Library. PIR: Prosopographia Imperii Romani Saeculi I, II, III, 2nd ed. by E. Groag, A. Stein et al, 1933–.
RIC: H. Mattingly, E. A. Sydenham et al, Roman Imperial Coinage (RIC), 10 vols., London, 1923-1994; vol.2 pub.1926.
Secondary Sources: W. Ball, Rome in the East, London and New York, 2000, pp. 15-17.
T. D. Barnes, Trajan and the Jews, Journal of Jewish Studies 40, 1989, pp. 145-62.
M. Becker and E. Schallmayer, “Traian und die Militärgrenzen des Römischen Reiches,” in A. Nünnerich-Asmus, eds., Traian. Ein Kaiser der Superlativeam Beginn einer Umbruchzeit?, Mainz, 2002, pp. 41-48.
J. Bennett, Trajan Optimus Princeps. A Life and Times, London and New York 1997, pp. 183-204; 269-274 (unreliable).
A. R. Birley, Hadrian. The Restless Emperor, London and New York, 1997.
R. Cagnat, “Inscription romaine du Sindjar au nom de Trajan,” Syria 8, 1927, pp. 53-54.
M. Griffin, “Trajan,” in: The Cambridge Ancient History XI, 2nd. ed., Cambridge 2000, pp. 96-131.
J. Guey, Essai sur la guerre parthique de Trajan (114-117), Bucharest, 1937.
M. Halfmann, “Kaiser Trajan und die Grenzen des Imperium Romanum im Osten,” in E. Olshausen and H. Sonnabend, eds., Stuttgarter Kolloquium zur Historischen Geographie des Altertums 4, 1990, Amsterdam 1994, pp. 577-88.
E. A. Lepper, Trajan’s Parthian War, Oxford 1948 (essential reading).
C. S. Lightfoot, “Trajan’s Parthian War and the Fourth-Century Perspective,” Journal of Roman Studies 80, 1990, pp. 115-26.
A. Luther, “Elias von Nisibis und die Chronologie der edessenischen Könige,” Klio 81, 1999, pp. 180-98.
A. Maricq, “La province d’ ‘Assyrie’ créée par Trajan. A propos de la guerre parthique de Trajan,” Syria 36, 1959, pp. 254-63, reprinted in: Classica et Orientalia, Paris, 1965, pp. 103-11.
F. Millar, The Roman Near East 31 BC- AD 337, Cambridge and London, 2nd.ed., 1994, pp. 99-105.
V. Rosenberger, Bella et expeditiones. Die antike Terminologie der Kriege Roms, Stuttgart, 1992.
S. K. Ross, Roman Edessa, London and New York, 2001.
M. Schuol, Die Charakene. Ein mesopotamisches Königreich in hellenistisch-parthischer Zeit, Stuttgart 2000, pp. 344-48.
M. A. Speidel, “Bellicosissimus Princeps,” in: A. Nünnerich-Asmus (ed.), Traian. Ein Kaiser der Superlative am Beginn einer Umbruchzeit?, Mainz, 2002, pp. 23-40.